- Property & Casualty
- Life & Health
- Knowledge Center
-
About Us
About Us OverviewCorporate Information
TOP

Foundries have a history dating back many thousands of years and still play an important role in modern economic life. Foundries are manufacturing premises in which metal is melted and poured into a mould to produce a wide range of products. After cooling, the cast product is removed from the mould, excess metal is removed, polished, and finished into the final product.
Cast components are used in many areas of production: in aerospace technology, medicine, mechanical engineering, the construction industry, and vehicle manufacturing, to name but a few. Technologies and processes in the foundry industry have constantly evolved over time in order to increase the efficiency, safety, and quality of casting processes.
A number of serious fires in foundries have prompted insurers to question the insurability of this type of business. Probably the most spectacular fire occurred on 2 June 2023 at a foundry in Chemnitz,1 in which an approximately 100‑metre long casting hall burned out, resulting in the management deciding to close the site.2
This article provides an introduction to foundry technology and deals with potential hazards and protective measures. Finally, some special aspects for underwriting from a property insurance perspective are discussed.
A foundry casts metals and alloys. This involves a manufacturing process in which workpieces are produced from molten metal. A combination of different technologies and systems is used for this process, depending on the quantity used, the size of the batch, and the type of product required.
A major difference between the various types of foundries is the type of metal used. A distinction is made between ferrous and non-ferrous foundries. One of the most commonly produced metals is cast iron, but steel, aluminium, copper, and various alloy metals such as brass, nickel, and bronze are also used.
The metal required for the foundry process is obtained in the form of ingots from smelting works or from the recycling process, which are melted down in the smelting plant. Depending on the desired properties of the finished product, aggregates may be added to the molten metal. The moulds and cores required to manufacture the cast products are produced in the moulding shop.
The filling (pouring) of the liquid melt into these moulds is known as casting. After cooling, the molten metal has solidified, and the finished casting can be removed from the mould. This is followed by the finishing process (known as fettling) of the raw casting.
In order to understand the possible dangers, it is necessary to describe the methods described above in more detail, as a large number of possible procedures are used in the casting process.
The first and one of the most important steps in the foundry process is to produce the necessary casting mould. A rough distinction is made between:
Moulds made of solidified sand, for example, can be milled into the desired shape (direct moulding material milling); in some cases they are produced using 3D printing. In machine moulding, models are used over which the moulding material is placed and the loose moulding material is solidified, e.g. by simple shaking and pressing. In mask moulding, a mixture of sand and synthetic resin is poured onto a metal mask that is only a few millimetres thick on a heated model plate. The moulding mask is then formed by heating it up to 280°C and curing it in an oven at approximately 450°C. The resulting mould shell halves are then joined together to form a complete mould.
Moulds contain openings for feeding the melt. The cavity into which the molten metal is poured is known as the gate. A single gate is often not sufficient for this purpose. For this reason, so‑called feeders are added, which are removed with the gate after solidification. There are numerous variants for the shape, size, and number of risers and gates, as they have a major influence on the component quality.
Cores are required to produce cast parts with cavities. They are usually produced at the same time as the mould. Here too, a distinction is made between permanent cores, which can be used repeatedly, and lost cores. The cores are placed in the moulds and removed after solidification. In the case of permanent moulds, the cores are usually made of metal; in the case of sand moulds, they are made of sand. They are destroyed after casting. Cores are also required for so‑called undercuts. An undercut is a design element that freely protrudes on cast workpieces and prevents demoulding from the cavity without further measures.
As part of the preparation of the melt, the necessary raw materials are compiled and mixed according to a precise recipe in order to obtain an alloy with the desired composition (known as charge).
This mixture is then melted in industrial furnaces e.g. cupola furnaces for ferrous materials, electric arc furnaces for steel and non-ferrous metals, and induction furnaces/resistance furnaces (for melting and keeping the melt warm). During the melting process, various substances are added to the melt to prevent the melt from reacting with the oxygen in the air and changing in an undesirable way (so‑called melting treatment). If necessary, other foreign substances are added (so‑called inoculation), which influence the solidification and thus the hardness and strength of the finished casting.
The molten metal is poured into the prepared mould during casting. The metal is poured directly from the furnace or indirectly via casting ladles or casting spoons. There are different casting methods, including:
In some cases, the moulds are heated during casting to keep the differential temperature as low as possible, or moulds with low thermal conductivity are used to extend the solidification time. In some cases, moulds are also cooled (especially permanent moulds) in order to accelerate the solidification process and reduce the temperature load.
During solidification, shrinkage causes volume changes until the casting has reached room temperature (solid shrinkage).
Slow cooling, for example, produces grey cast iron, while rapid cooling produces chilled cast iron.
Once the metal has solidified in the mould, it is demoulded. The castings are removed from the moulds after cooling to room temperature or directly after solidification. In the case of permanent moulds, the castings are removed with ejectors; in the case of lost moulds, i.e. moulds that have been used only once, the mould is destroyed.
In a further step, known as fettling, the existing gates and risers are cut off, the cores are removed, the castings are descaled (removal of the oxide layer), desanded (removal of moulding material residues), any casting defects are repaired, and the surface is cleaned. A fettling-compatible design of the casting is crucial for the unit costs, as the fettling process can be only partially automated.
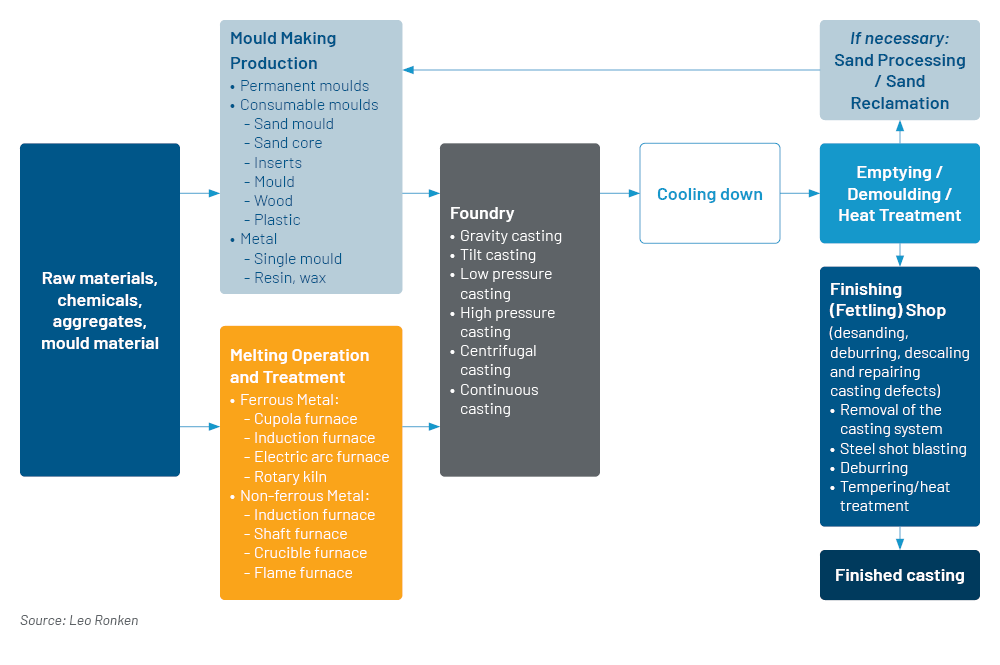
This may be followed by heat treatment to improve the mechanical properties of the cast part; it may be heat-treated to improve the metal structure and thus the mechanical properties. In malleable cast iron (tempering is heat treatment of a type of cast iron), it is an integral part. Cast steel is also usually annealed, as the cast structure is very coarse-grained. Other materials may not require heat treatment. The most important foundry process steps are summarised in the following diagram.
There are several distinguishing features for classifying the foundry process. The main ones are briefly presented below.
A distinction is made according to the type of mould filling:
A distinction is made according to the type of mould:
A distinction is made according to the type of pressure used:
Note: A number of special processes (e.g. thixocasting, vacural casting, and squeeze casting) are not discussed in detail here.
An overview of some manufacturing processes commonly used in foundries is provided in DIN 8580:2022‑12 Manufacturing processes: Definitions, categorisation.3
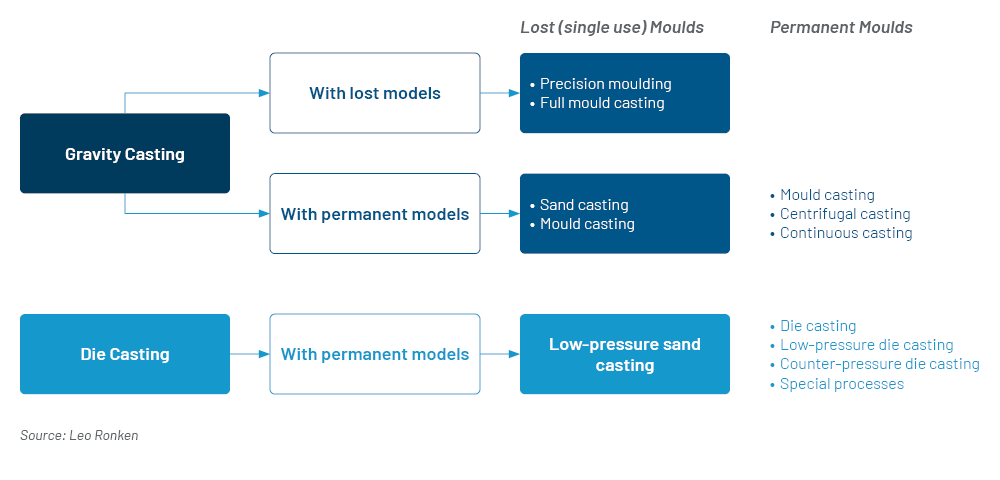
A distinction is made according to the type of casting:
Continuous casting is a continuous casting process for producing semi-finished products from ferrous and non-ferrous alloys. The metal is poured through a cooled bottomless mould and drawn off downwards, sideways or upwards with the solidified shell and usually still liquid core. After solidification, the strand is divided. The technique of continuous casting differs only slightly whether it is steel, copper alloys or aluminium that is being processed. The main difference is the temperatures, which range from approximately 700°C for pure or alloyed aluminium to 1,600°C for steel.
In the gravity die casting process, the molten metal is poured under the influence of gravity or low pressures into permanent metal moulds, either rising or falling. This process is mainly used for casting aluminium, magnesium, and brass alloys as well as some iron alloys. Simple moulds can be filled manually, if necessary, more complex moulds or larger series require mechanical filling.
In die casting, molten liquid is forced into a die casting mould (casting mould, cavity) under pressures of approximately 10 to 200 MPa and at a very high mould filling speed of up to 12 m/s, where it then solidifies. The special feature of the die casting process is that it works with a permanent mould, i.e. without a model. A distinction is made between:
This means that mould production is required only once for a series of identical components, albeit at a much higher production cost. For alloys with a higher melting point, the cold chamber die-casting process is used, with the casting set located outside the molten metal.
Centrifugal casting is a casting process for the production of rotationally symmetrical components (e.g. cast-iron pipes for water and wastewater). For this purpose, liquid metal (melt) or liquid plastic (e.g. cast polyamide) is filled into a mould rotating around its central axis. Friction-induced shear forces cause the melt to rotate, and the centrifugal force presses it against the mould wall. The rotational speed of the mould is selected so that high centrifugal forces act. Compared to static casting processes, the melt solidifies to form a structure with significantly fewer pores, blowholes, a higher degree of purity and greater strength. The outer contour of the component is determined by the internal geometry of the mould.
Different furnaces are used to prepare the melt. The most important ones include:
Ladles are another important piece of equipment in foundries. Ladles are steel vessels lined with a refractory lining for receiving the molten metal from the furnace (tapping ladle), for transporting the molten material to the pouring stations (transport ladle), and for pouring (pouring ladle).
A large number of other systems and machines are also used, such as cranes, forklift trucks, polishing and sand processing systems.
If you would like to delve deeper into foundry technology, we particularly recommend a PowerPoint presentation on the basics of foundry technology from the German Foundrymen’s Association (VDG)4 and the foundry encyclopaedia5; the latter is available in both English and German.
In principle, it should be noted that the hazards can arise from the handling of red-hot molten mass as well as the machines and systems used. The following is a list of particularly conspicuous causes of damage and (exemplary) possible protective measures to prevent damage in foundries or to minimise its consequences.
Breakthroughs in ladles, furnaces, secondary metallurgical plants, casting distributors and crucibles, as their refractory lining is exposed to wear due to high temperatures, thermal cycling, and corrosive attack by slag. Furnace breakthroughs are often caused by failure of the refractory lining due to operating errors / overheating, charging and lining errors as well as material defects. In addition to regular monitoring of the brick lining for possible damage, it is necessary to provide emergency collecting facilities (emergency ladles or emergency collecting pits, e.g. below the melting furnaces) in the area where red-hot material is handled, which must always be kept dry and capable of holding the entire ladle contents.
Explosions and ejection due to explosives or hollow bodies in the scrap metal. It is therefore particularly important to test the scrap metal for possible explosives and radioactive isotopes before the melting process begins.
Spilling of molten masses during ladle transport. To avoid spillage, the maximum filling level of the ladle must be observed, and special care must be taken when transporting the ladle with the red-hot molten mass.
Uncontrolled gas development in steel foundries due to strong, unexpected carbon dioxide development. Appropriate emergency containment facilities should therefore be available, or it should be ensured that the effects are diverted to non-hazardous areas.
Ejection of red-hot molten metal by introducing moist charging material into the melting furnace. To avoid this, care should be taken to ensure that all input materials, e.g. scrap metal, aggregates, and additives, are introduced into the molten metal only in a dry state.
Fire and explosion hazards due to pyrolytic decomposition of organic components of the moulding materials, such as resins, or solvents in foundry chemicals, e.g. in coatings (ready-to-use suspensions based on water, isopropanol or ethanol, which are applied to the moulds and cores by dipping, flooding or spraying), which can accumulate in mould pits, bottom moulds or deep mould boxes (solvent vapours are usually heavier than air).
Dust explosions due to the accumulation of fine dust from metal and sand particles in the air (can be explosive at high concentrations). To prevent damage caused by a dust explosion, it is necessary to use suitable ventilation systems and filter systems and to carry out regular cleaning to minimise the dust concentration. It may also be helpful to install spark extinguishing systems in the exhaust air ducts and to design the ventilation and filter systems in accordance with the applicable explosion guidelines and regulations.
Water (e.g. for cooling and process control). If water is enclosed by the molten material, the resulting vapour can no longer escape, so that pressure builds up due to the desired increase in volume, which discharges explosively, resulting in large quantities of molten material being ejected. There is a risk of an oxyhydrogen reaction (explosion of a hydrogen-oxygen mixture), as molten metals and slag react spontaneously with water and lead to chemical splitting of the water to form hydrogen (in the case of metals that have a higher affinity for oxygen than hydrogen).
Magnesium melts pose a particular hazard. A necessary protective measure is to exclude the unintentional introduction of water or other liquids from the scrap and aggregates or from moisture in the case of insufficiently preheated refractory material in ladles and casting distributors as well as casting aids. Other measures include feeding only dry material into the melt (furnaces and ladles), checking the ladles used for dryness before filling them with melt, and ensuring that neither water nor moisture can accumulate when storing scrap and aggregates.
Damage to media lines due to escaping molten masses, e.g. hydraulic oil, water-carrying lines, oxygen, and fuel gas lines. Possible protective measures include the protected installation or sheathing of media lines on furnace or casting platforms or on permanent moulds to prevent media escaping from leaks, as well as automatic shut-off devices that shut off the media line in the event of a pressure drop. In addition, no water-bearing or other media lines (e.g. hydraulic/cooling lines) should be installed above the areas where red-hot molten metal is handled in order to prevent water or other media entering the red-hot molten mass in the event of a leak. If such an incident does occur, measures for emergency pouring into emergency ladle vessels must be kept ready. All existing media lines should be checked regularly for possible leaks.
Use of low-quality refractory bricks for the lining of furnaces and ladles. Brick linings are consumable materials due to mechanical and thermal stress. Therefore, only high-quality refractory bricks should be used. Furthermore, care must be taken to ensure that the heating curves specified by the manufacturer of the refractory material are observed when drying and heating the masonry in order to guarantee a long service life of the brick lining and prevent the inclusion of residual moisture. All brick linings on stoves and pans must also be checked regularly for cracks and other signs of wear and replaced if necessary.
Errors when filling the ladles, e.g. overfilling, inadequate technical condition, incorrect dimensioning or excessive wear of the refractory lining of the ladles can lead to the escape of red-hot molten metal during transport. In principle, only ladles suitable for their intended use and with sufficient capacity should be used. In this respect, clear labelling of the ladles is recommended. Other possible protective measures are:
In foundry operations, further possible fire protection measures are also recommended:
Due to the type of operation and the variety of technologies used in a foundry, it is advisable to have an experienced insurance engineer inspect the operation in question before accepting an insurance contract in order to obtain the necessary information for a risk assessment and the calculation of an adequate insurance premium. In addition to the typical insurance-related issues, such as sums insured, deductibles, and maximum compensation, this article will focus in particular on the risk points relevant to the type of business:
In the context of business interruption insurance, questions arise in particular regarding:
From a technological point of view, the operation of foundries is a diverse industry that requires a great deal of specialised knowledge and experience for underwriting in order to identify and adequately assess potential risks. It is a robust, harsh operating process that involves dealing with high temperatures and non-negligible fire loads. It is particularly striking that, in the event of a claim, in addition to property damage, there is a significant amount of consequential damage as a result of business interruption. Depending on the structure of a foundry’s operating process, considerable interaction, repercussion, and business interruption losses are also possible.
Foundries can be insured, but this requires careful underwriting and the setting of a sufficient insurance premium that is adequate in relation to the existing exposure. In addition to appropriate protective measures, the existing exposure of a foundry can be kept within reasonable limits by setting an appropriate deductible and a maximum indemnity.